
INTRODUCTION
In order to deliver excellence in safety performance, the safety professional must fully integrate with the business. Working in a silo as a service organization with independent initiatives will never provide for your company the outcomes desired. The safety function must prove to be value-added to the business and work toward a world class safety culture that helps to place the business at a distinct advantage among its competitors. The best way to do this is through those systems already in place that the managers monitor that constantly review quality, cycle time and manufacturing costs. At Motorola, this is the quality review process.
In the quality review process managers pay close attention to meeting the customers needs and expectations in quality, cost and delivery. In safety your customers are the employees. Metrics must be shown along with goals and action plans that demonstrate accident and injury reduction, cost of accidents as a percent of manufacturing coasts, and specific goals and action plans that ensure continual improvement.
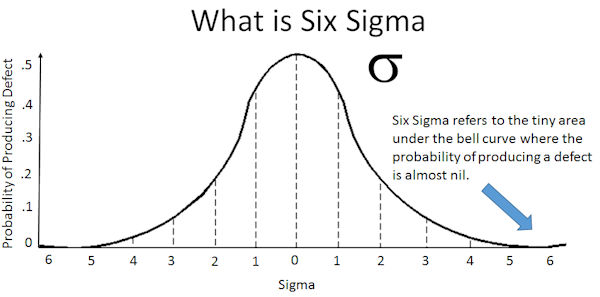
WHAT IS SIX SIGMA
Six Sigma is a gauge of quality and efficiency, and a measure of excellence. It means delivering top quality services and products while virtually eliminating all internal inefficiencies. It is a process quality goal that comes out of statistical probability measurement and process capability technique. Six Sigma organizations produce not only excellent products but maintain highly efficient production and administration systems that work effectively with the company's entire set of processes, including support, purchasing, human resources and customer service.
Six Sigma is a federally registered trademark and service mark of Motorola, Inc. In the mid 1980's, realizing quality was the essential key to business success, Motorola created this method of quality measurement, becoming a benchmark in the industry, and in 1988 became one of the first companies to receive the Malcolm Baldrige National Quality Award. Implementing Six Sigma manufacturing means more than delivering products without defects, it means eliminating almost all defects, rework and scrap. It includes operating processes under statistical control, controlling input variables, rather than inspecting for defects at the end of the process, and it means maximizing equipment uptime and optimizing cycle time.
Among non-manufacturing processes, like customer service, purchasing (and safety) it means an obvious reduction in cycle time, rapid response time to customers, speed and accuracy in
inventory control and in supply management. Mistake-proofing the processes, getting rid of errors and inefficiencies is the overriding principle and belief.(1). Sigma is a statistical measure of variability, or standard deviation, in a given process through characterization. This characterization involves assessing the potential of the process as compared to its capability. Process potential is a statistical spread in upper and lower specification limits. The actual spread is determined from the process data collected and is calculated by multiplying six times the standard deviation. This quantifies the process variability. The higher the process potential, the lower the variability with respect to the specification limits. A Six Sigma process allows six standard deviations within the specification limits. Then there is the process capability index, which measures the process's ability to create product within its specification limits or potential. If this number is greater than 1.0 statistically then the process is considered capable of producing a product without defects within specification limits.(2)
In other words, Sigma is a statistical unit of measure that reflects process capability. It is a way to determine or even predict errors or defects in your process, whether it be manufacturing or delivering a service.
Sigma Process Capability |
Defects per Million Opportunities |
6 |
3.4 |
5 |
233 |
4 |
6,210 |
3 |
55,807 |
2 |
308,537 |
Table 1. Six Sigma Process Capability vs. Errors per Million Opportunities.
Sigma is a statistical measure of variability in a given process. In manufacturing, for instance, it could be used to measure the number of sub-standard products. In a service industry, it could quantify delays in delivery or other customer requirements. Traditional quality engineering has defined a process as capable if the process's natural spread, plus and minus three sigma, is less than the engineering tolerance, or 99.73 percent process yield. Mororola's six sigma process asks that processes operate such that the nearest engineering requirement is at least plus or minus six sigma from the process mean (or 99.99966 percent yield). (3)
Six Sigma is a business philosophy to improve customer satisfaction, a tool for eliminating process variation and errors, and a metric of world class companies allowing for process comparisons. A Six Sigma philosophy generates top box customer satisfaction and repeat customers; it reduces the cost of doing business because the process is done right the first time. Six Sigma is a level of performance that reflects significantly reduced defects in
products and services, a statistical measurement of process capabilities as well as a benchmark for comparison. It is a set of statistical tools to help companies measure, analyze, improve, and control processes. Finally, it is a commitment to all customers and consumers of products and services that a company continually works on improving its product and decreasing its errors or defects.
Variation is the cause of defects and out-of-control processes. Defects that reach the customers are significant problems that can result in customer dissatisfaction, resultant loss in customers and the demise of an organization or business. When a company has achieved a six sigma rate of improvement, it has limited defects to 3.4 per million, virtual defect-free performance. Leading global companies have attained six sigma; most companies, however, are operating at levels around four sigma, or approximately 6,000 defects per million.(4)
SIX SIGMA AT MOTOROLA
Motorola management demonstrates its quality leadership in a variety of ways, including toplevel meetings to review quality programs with results passed on through the organization. All levels of the company are involved. Employees contribute directly through Motorola's performance excellence and personal commitment programs and on teaming for excellence teams. Employees who work in one area or across functions meet to work on solving problems, reach quality goals, decrease cycle time and cost savings initiatives. To ensure that employees have the skills necessary to achieve company objectives, Motorola spent in excess of $170 million on worker education between 1983 and 1987. It then created "Motorola University" to put thousands of executives through training. By 1992 the company was spending $110 million per year on instruction.
In this kind of organization common goals are established for all employees: six sigma in everything we do. Employees assess their job functions with respect to how they can improve the organization. Individuals in the finance department, mail room, human resources, purchasing and everywhere else also are challenged to achieve Six Sigma in everything they do, cumulatively bringing excellence to the organization as they achieve individual excellence in their jobs.
As a result of these efforts, Motorola can now perform such feats as building pagers and cell phones in lots ranging from one unit to 100,000. Through mass customization the factory can fill a precise order within minutes of receiving it. Thanks in large part to its six sigma activities, the company dominates such key high-tech industries as pagers, cell phones, and mobile communications, and is a significant force in many others. (5)
TEAM APPROACH TO SIX SIGMA SAFETY METRICS
After you have decided to utilize the six sigma approach to performance excellence in safety you will want to put together a team or teams that work together to achieve results utilizing Motorola's Six Steps to Six Sigma:
At Motorola, Plantation our leading cause of injuries in 1991 was slips and falls. After plenty of research, two teams and working for two years on the project, we reduced slips and falls by 50%. In 1992 our leading cause of injury was ergonomics. On this we had three teams working over three years. We developed and delivered training to all associates, including supervisors, managers and technical engineers who set up the factories. We targeted specific jobs, tasks and materials in the factories as well as computer issues in offices. Ergonomic issues in the factory are almost totally eliminated now. In 1995 speeding in the parking lot was an issue, so we had a team called "What's Your Hurry" and worked with facilities, security and the plant safety team. After that we had the "Florida HEAT: Hazard Elimination Action Team" where we eliminated a hazardous chemical byproduct from our gold plating process.
Being on a TCS team, now called TFE, Teaming for Excellence, gives you an opportunity to showcase your project while you highlight all the methods and tools you used. The teams present to a broad audience over several weeks and compete to be one of the top teams in the corporation, with a chance to travel to a great destination like Hawaii or Berlin. In the safety arena, just as in quality, this affords you a great opportunity to educate top management, who are supporting their teams or even acting as judges.
The team members learn a tremendous amount during this time. They learn teamwork, brainstorming, how to use measurement tools and analysis techniques, cause and effect diagrams, pareto charting, process mapping, benchmarking and more. In the end, usually one year or more, you can show real results and ancillary effects obvious to the business. Excellent safety performance and the process improvements that get there, improves efficiency, cycle time and quality.
Hearing your projects presented frequently while you are showing customer satisfaction, cost reduction, cycle time improvements as well as accident reduction, the managers understand why and how safety is part of the job, part of expected performance at all levels and equal to operations and business initiatives. Over time you have created a safety culture. A culture of employees and managers who believe that working safely is esteemed.
Pay back is demonstrated to the businesses when you show the cost of injuries, direct, hidden and total, and that these costs are, in fact, a percent of manufacturing costs. When you demonstrate continual improvement year over year you are successfully making the safety function value-added to the business. See Charts 1 and 2. Chart 1. Cost of Injuries Chart 2. Injuries as % Manufacturing Costs
 |
 |
Charts 1 and 2: Show Cost of Injuries and Injuries as a Percent of Manufacturing Costs, year over year 1990 through 1999. $1.4 million saved in direct costs of injuries year over year since 1990. Injuries as a percent of manufacturing costs continually reducing.
SHOWING THE METRICS
The safety professional must show six sigma safety metrics to managers in quality and operations reviews in order to keep safety performance on the agenda. Charts showing injuries as defects in the system, defects per unit, parts per million in errors and sigma educate all the managers that safety and accident prevention can be managed the same as production and quality.
CONCLUSION
At Motorola, total customer satisfaction is more than everyone's overriding responsibility. It is a commitment by all Motorolans to work together for excellence for all stakeholders of our business, especially customers. Around the world, teams are applying the problem solving process towards customer valued improvemenrs in performance of our products and services. Setting tough goals, measuring processes, analyzing problems, selecting appropriate remedies, verifying results, and institutionalizing improvements are key elements of this process, driving Motorola to become "World Class."(6) Therefore, showing safety performance in Six Sigma terms, constantly part of the agenda, helps to justify the time and resources needed to continue with safety teams and work on projects that continually improve safety performance.
Utilizing process characterization principles in safety and accident prevention, Six Steps to Six Sigma in your Teaming for Excellence teams, Six Sigma in the metrics you present to top management, along with goals and action plans, will result in a safety program that is benchmarked and one that OSHA will recognize as a VPP STAR.
Patricia O’Rourke, Manager, Safety & Industrial Hygiene
Motorola, Plantation, Florida
Pat has over 25 years experience in safety. She worked 7 years as Health & Safety Supervisor at Cordis Dow Corp. in Miami Lakes, 6 years at Key Pharmaceuticals/Schering Plough in Miami as Manager of Health & Safety, and has been at Motorola in Plantation, Florida since 1989 as Manager, Safety & Industrial Hygiene. Her Motorola site is an OSHA VPP STAR site since January, 1999 and is ISO 14000 Registered since December of 2000. Pat is a Registered Nurse with a BS degree in Nursing. She has a Masters Degree in Safety Engineering and Health Administration. She is a Certified Hazard Control Manager, Certified Safety and Health Manager and Professional Safety Certification from the National Safety Council.
References
1. Perez-Wilson, Mario; "Six Sigma Strategies: Creating Excellence in the Workplace"
Quality Digest; Dec. 1997.
2. QCI International; Quality Digest; Dec.1997; http://www.qualitydigest.com
3. Pyzdek, Thomas; Complete Guide to the CQE; 1996
4. American Society for Quality (ASQ); http://www.asq.org/products/sigma/
5. Pyzdek, Thomas; The Complete Guide to Six Sigma; 1999.
6. Motorola; "Teaming for Excellence Handbook" 1999.
Copyright ©2000-2015 Geigle Safety Group, Inc. All rights reserved. Federal copyright prohibits unauthorized reproduction by any means without permission. Students may reproduce materials for personal study. Disclaimer: This material is for training purposes only to inform the reader of occupational safety and health best practices and general compliance requirement and is not a substitute for provisions of the OSH Act of 1970 or any governmental regulatory agency. CertiSafety is a division of Geigle Safety Group, Inc., and is not connected or affiliated with the U.S. Department of Labor (DOL), or the Occupational Safety and Health Administration (OSHA).